
切削用量與壽命的關系
2017-03-06 by:CAE仿真在線 來源:互聯網
切削用量
切削用量是切削時各運動參數的總稱,包括切削速度、進給量和背吃刀量(切削深度)。與某一工序的切削用量有密切關系的刀具壽命,一般分為該工序單件成本最低的經濟壽命和最大生產率壽命兩類。按前者選擇的切削用量稱為最低成本切削用量,這是通常使用的;按后者選擇的切削用量稱為最大生產率切削用量,一般在生產任務緊迫時使用。
相關參數
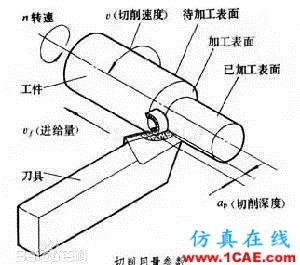
1:切削速度vc 是指刀具切削刃上選定點相對于工件待加工表面在主運動方
的瞬時速度單位為M/min。
2:進給量f 在主運動每轉一轉或每一行程時(或單位時間內),刀具與工件之間沿進給運動方向的相對位移,f — 每轉進給量 (mm/r),單位mm/r。
3:背吃刀量(切削深度)ap 待加工表面與已加工表面之間的垂直距離,單位mm。
數控機床加工工件時,其切削用量都預先編入程序中,在正常情況下人工不予改變。只是在試切削或出現異常情況時,才通過改變刀具偏置、通過倍率輪改變進給轉速或重新編寫程序來調節切削用量。
影響數控加工切削用量主要有下列因素:
(1) 機床轉速
(2) 刀具規格
(3) 工件尺寸
(4) 切削液濃度
壽命與用量關系
用硬質合金車刀車削碳素鋼時,刀具壽命與切削用量的關系可用如下的經驗公式表示式中。
t為刀具壽命(分);cv為壽命系數,與刀具材料、刀具參數、工件材料和切削條件等因素有關;x、y、z為指數(x=2.5~5,y=1.2~1.8,z=0.6~0.8)。這說明對刀具壽命影響最大的是切削速度,其次是進給量,最小的是切削深度。從最大生產率的觀點選擇切削用量,應首先選用大的切削深度(或切削寬度),力求在一次或較少幾次行程中把大部分余量切去;其次根據切削條件選用較大的進給量(或切削厚度);最后根據刀具壽命和機床功率的可能選用適當的切削速度。這也是粗加工時選擇切削用量的原則。精加工時一般選用較小的切削深度和進給量,然后根據刀具壽命選擇較高的切削速度,力求提高加工精度和減小表面粗糙度。
相關標簽搜索:切削用量與壽命的關系 Advantedge切削培訓 Advantedge軟件培訓課程 Advantedge分析 加工仿真 車削 銑削 鉆削 刨削和磨削仿真模擬 刀具磨損仿真 刀具涂層 冷卻液仿真 Fluent、CFX流體分析




